
Simulation of control systems in power plants can be achieved in a variety of ways. nHance offers a broad scope of DCS HMI emulation, hard-panel emulation, and control logic simulation software tools and services to the process and utility industries.
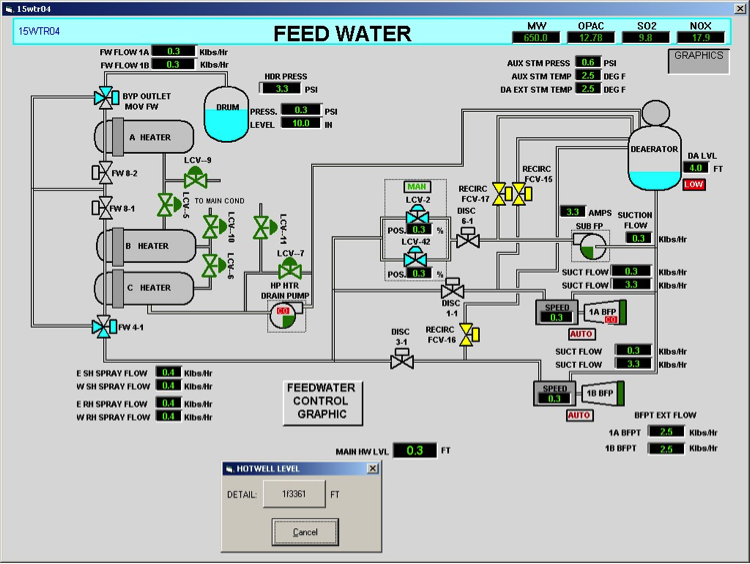
HMI Emulation
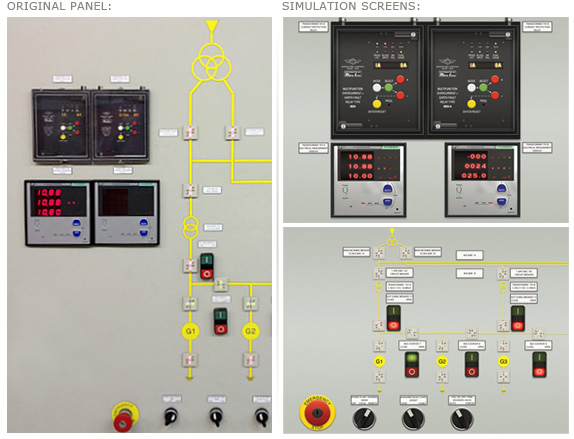
Hard Panel Emulation
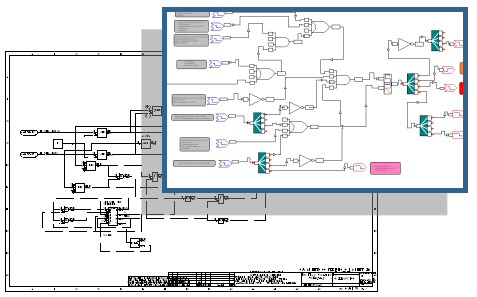
Control Logic Simulation
Why they work
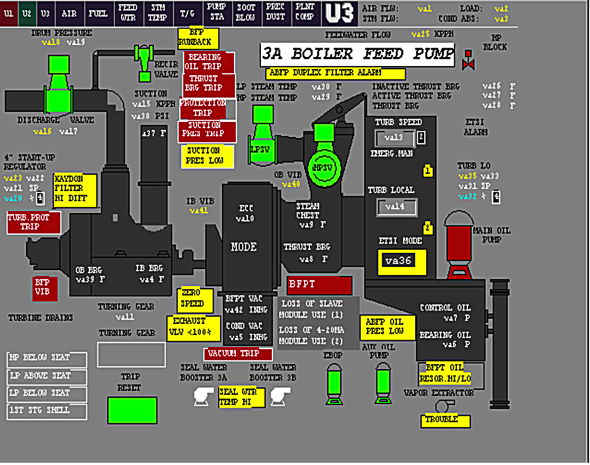
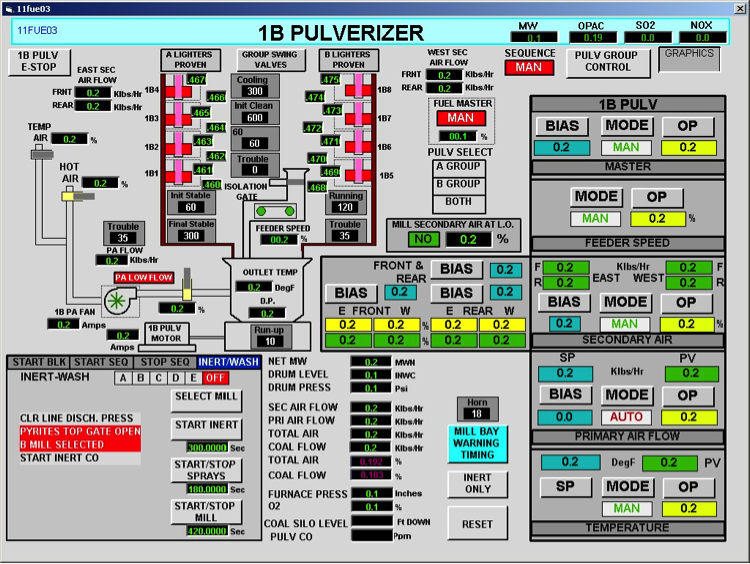
These tools capture the “look and feel” of the actual display/input devices while operating on cost-effective PCs using Windows NT/200/XP. In addition, they provide the ultimate efficiency for interacting with the simulator’s plant model with instructor features such as snapshot, run, freeze, save, initialization, backtrack, and time scaling that permits faster than real-time operation.
Multiple Solutions
Depending on the control system and cost constraints, nHance Technologies can offer multiple solutions, including:
1. Translated Emulation ($$)
Training value:
![]()
![]()
How
The plant control system is programmatically coded through an automated translation process.
Realism
Controls: High | HMI: High
While the system may not have all the tools and utilities that would be normally available, the controls function just as they would in the plant. The degree of realism depends upon the skill of the developer, and the level of detail in developing the HMI. Typically, the focus of the translated approach is to concentrate on training value so compromises are made in areas the operator usually never ventures. As a result, a translated approach may not be suitable for I&C Training.
Cost ($$) | Training Value: Highest
This is a very cost-effective solution and guarantees interoperability between the controls and process model. Thus, this approach has a high training value for operation training, and medium training value for I&C Technician training.
Experience
nHance has extensive experience in developing automatic translators for a variety of Distributed Control Systems (DCS) and PLCs.
Please contact us today if you are interested in a quote for one of our off-the-shelf translators, or if you need a cost-effective custom translator developed.
2. Virtual Package ($$$)
Training value:
![]()
![]()
How
The typical virtual package is some form of emulated control system developed and supported by the by the original controls vendor, that has been designed to be used in a simulator. This removes the hardware constraints of the “stimulated” package, while at the same time supports the DCS HMI protocols and allows for the actual plant HMI to be interfaced to the virtual package. As a result plant control system is provided as its own software.
Realism
Controls: Highest | HMI: Highest
The goal of a virtual package is to make the look and feel identical to the actual control system in the plant.
Cost ($$$) | Training Value: High
This is usually more expensive and requires an interface between the virtual package and the process model, but this ensures users of the control system will see identical software in the simulation and in the plant. Because of its expense, it has a lower training value than the translation emulation approach, but has a high training value for I&C training.
Experience
nHance has developed NetSim virtual control package for Woodward and integrated several virtual packages into the Modular Modeling System.
Please contact us if you are interested in a quote for a virtual package, or need to discuss simulation options and prices.
3. “Stimulated” ($$$$)
Training value:
![]()
![]()
How
The plant control system is entirely duplicated with identical hardware as used in the plant.
Realism
Controls: Low | HMI: Highest
The simulation hardware is identical to the plant’s control system. This is rarely needed, but communication protocols are in place for MMS and hardware-in-the-loop. While the control system is duplicated, using a fully stimulated package requires compromises. The easiest way to think of these compromises is that the control system in the simulator “thinks” it is connected to the plant. This is good from an operator point of view in that the HMI is identical to the plants. However, for the controls, this can be bad, because the controls, by default, do not like to be placed in Freeze, or have a state changed from low power to high power. Thus, in order to make the control system happy, it must be changed, and how it is changed can impact realism at worst, and training session at best.
Cost ($$$$) | Training Value: Lowest
This is not a cost-effective solution, and not all control systems can be integrated into a simulator without significant compromises. This approach has a high training value for I&C Technical training, as the actual controls and hardware are used, but low training value for the operator training because of its cost.
4. Functional Emulation ($)
Training value:
![]()
![]()
How
The plant control system and HMI are built by hand, based upon functional descriptions, control logic drawings, and pictures of the plant HMI.
Realism
Controls: Low | HMI: Low
The simulation is emulated by hand, and therefore, the degree of realism depends upon the quality of the description and data available, and the amount of time devoted to developing the emulation.
Cost ($) | Training Value: Medium
This can be a cost effective solution for small and minor systems, or systems that have few HMI screens and do not change often, such as soot blowers. While the initial control emulation may be low cost, maintenance is much higher because all changes must be evaluated, made by hand, and tested.
Training Value Comparison
KEY: ![]() Operator training |
Operator training | ![]() I&C Technical training
I&C Technical training
LOW
Stimulated ($$$$)
MED
Functional ($)
Functional ($) + Translated ($$)
HIGH
Virtual ($$$)
Stimulated ($$$$)
HIGHEST
Translated ($$)
Virtual ($$$)
Combination of these
In most cases, the control logic and the HMI (Human Machine Interface) can be a mixture of these categories.

In older plants, hard panels are commonly found, and these can also be emulated through soft screens to ensure maximum trainability.